Anycasting在铝合金缸盖产品开发中的应用
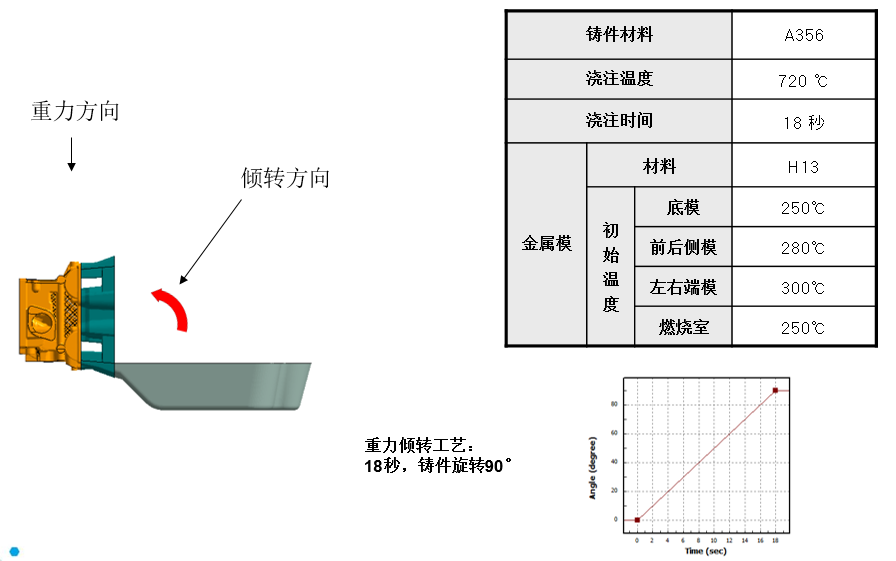
一、工艺条件
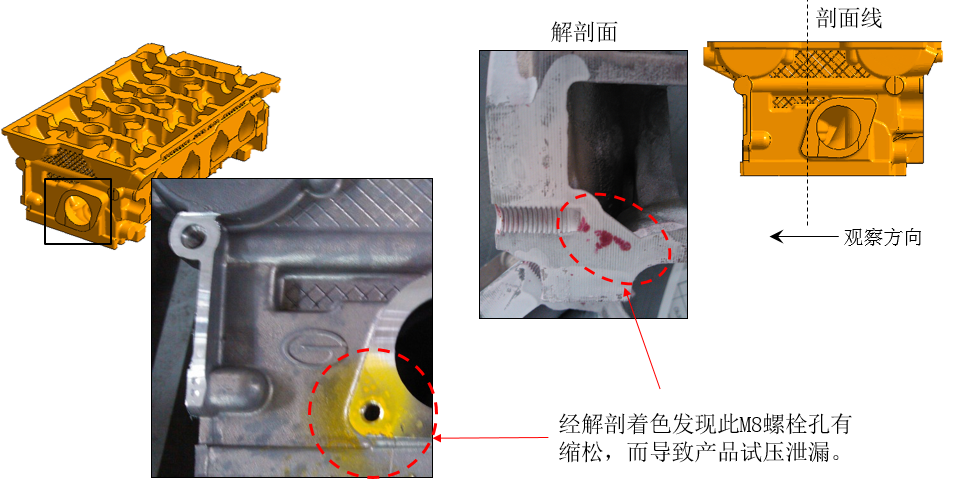
二、问题描述
P4缸盖端面M8螺栓孔位置加工后水道试压泄漏
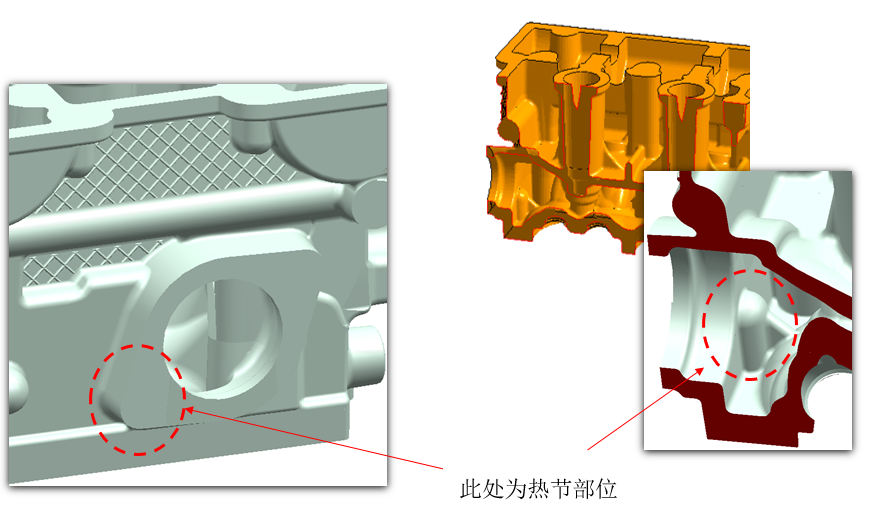
三、原因分析
从铸件的结构发现缺陷位置有较大热节
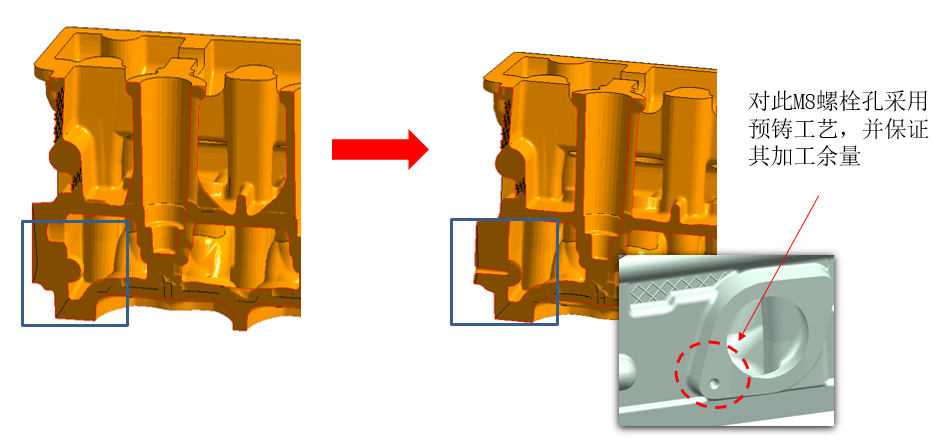
四、方案改善
1.在底模螺栓孔正下方设计点冷装置
2.对下图M8螺栓孔采取预铸工艺,并保证其加工余量
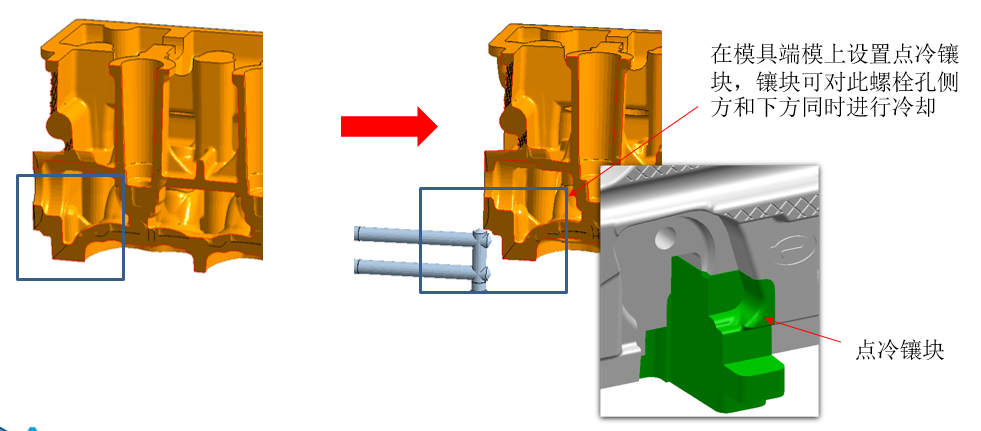
3.在模具端模上设置点冷镶块
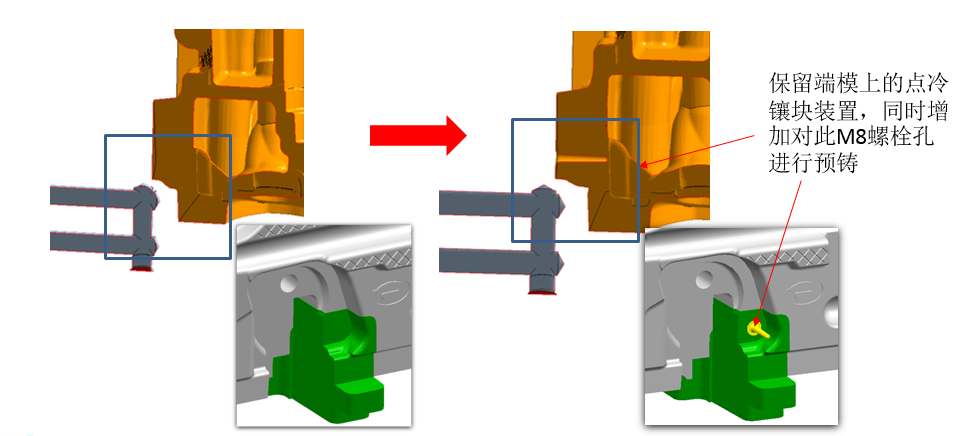
4.保留端模上的点冷镶块,同时增加对此M8螺栓孔进行预铸
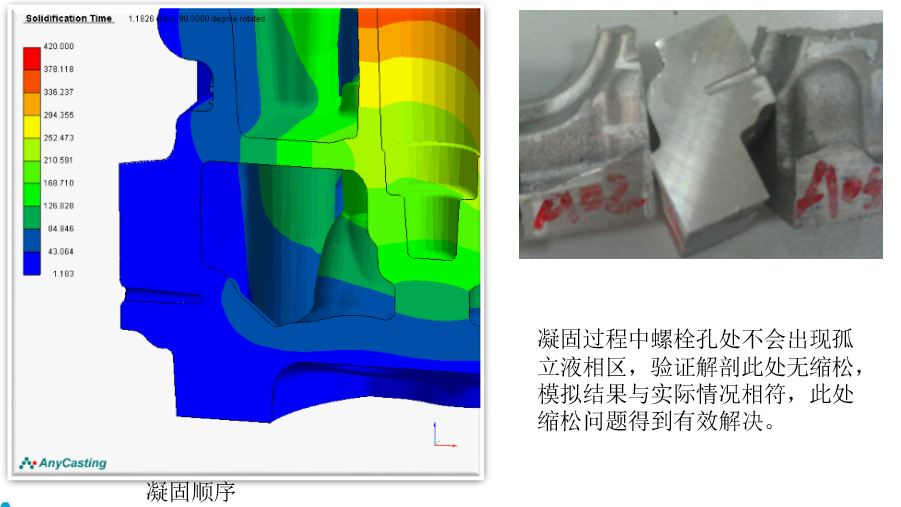
五、试验结果:凝固过程中螺栓孔不会出现孤立液相区,缩松消失